About us
Business
Products
Quality(QM)
Community
MIM
What is MIM Metal Injection Molding?
MIM is the new generation technology in metal component production, which combine conventional power metallurgy technology and injection molding technology for precise plastic component production.
-
Plastic Injection Molding
-
Powder Metallurgy
-
Powder Injection Molding
MIM stands for Metal power injection molding, and combines advantages from each injection molding and power metallurgy to proceed mass production of precise and complicated small components with competitive price, and satisfy various requests from designers by giving flexibility to metal component design. In this technology, it makes Feedstock by mixing metal power and binder, makes a shape of parts, eliminate binder without deformation of parts shape, and give mechanical properties to parts as close as theoretical density of powder.
Advantages
- 1.Material flexibility
- 2.Minimize internal defects
- 3.Cost reduction
- 4.Massproduction without / with minimization of machining
- 5.Shape precise 3D figures
- 6.Flexibility of part design
- 7.High precision degree and fine surface roughness
- 8.Eco-friendly, technology-intensive
Typical material & properties
| Material | Composition | Density(%) | Y.S.(MPa) | T.S.(MPa) | Elongation(%) | Hardness |
|---|---|---|---|---|---|---|
| SUS316L | Fe-17Cr-12Ni-2Mo-2Mn | 98 | 175 | 520 | 50 | 120HV |
| 17-4PH | Fe-17Cr-4Ni-4Cu | 98 | 750 | 900 | 10 | 350HV |
| SUS440C | Fe-16Cr-1Mn-1Nb | 98 | 410 | 620 | 8 | 430HV |
| SUS440J2 | Fe-13Cr-1Mn-1Si | 98 | 230 | 550 | 15 | 200HV |
| SUS304L | Fe-18Cr-8Ni | 98 | 240 | 480 | 35 | 150HV |
| AISI4140 | Fe-1Cr-0.9Mn-0.25Si | 98 | 420 | 650 | 5 | 200HV |
| 2%Ni-Fe | Fe-2Ni | 98 | 200 | 400 | 25 | 140HV |
| GHS-4 | Fe-12Cr-40Ni | 98 | 560 | 800 | 4 | 330HV |
| HK30 | Fe-25Cr-21Ni | 98 | 350 | 540 | 8 | 160HV |
| DIN 1.4091 | Fe-36Cr-16Ni-2Mo-1Mn | 98 | 550 | 750 | 8 | 310HV |
Process
-
 step.01Kneading(metal powder + binder)This process makes feedstock by mixing powder and binder using Kneading machine.
step.01Kneading(metal powder + binder)This process makes feedstock by mixing powder and binder using Kneading machine. -
 step.02Injection(make a shape of parts)It is similar to plastic injection molding process. Metal powder and melt is co-exist at this process, control of process parameter such as pressure, temperature, and speed is crucial.
step.02Injection(make a shape of parts)It is similar to plastic injection molding process. Metal powder and melt is co-exist at this process, control of process parameter such as pressure, temperature, and speed is crucial. -
 step.03Debinding(Eliminate binder max 95%)This process eliminates binder which used for making a shape of parts. There is thermal debinding process and catalyst debinding proess, and we are using thermal debinding process by using controlled atmosphere gas.
step.03Debinding(Eliminate binder max 95%)This process eliminates binder which used for making a shape of parts. There is thermal debinding process and catalyst debinding proess, and we are using thermal debinding process by using controlled atmosphere gas. -
 step.04Sintering(Give mechanical properties)As a final process of MIM, it gives debinded parts mechanical properties by increasing sintering temperature.
step.04Sintering(Give mechanical properties)As a final process of MIM, it gives debinded parts mechanical properties by increasing sintering temperature.
Application
-
 Spool with Inner oil/air hole
Spool with Inner oil/air hole -
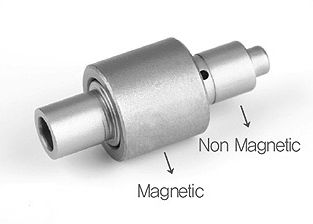 Solenoid Valve Part with Two-material
Solenoid Valve Part with Two-material -
 Stainless Valve with round wall
Stainless Valve with round wall -
 Turbocharger Parts
Turbocharger Parts -
 Automotive Parts
Automotive Parts
Facility
-
 Kneading machine
Kneading machine -
 Injection molding machine
Injection molding machine -
 Debinding furnace
Debinding furnace -
 Continuous sintering furnace
Continuous sintering furnace -
 Batchsintering furnace
Batchsintering furnace